Development of a Multiple-Piston Hydraulic Briquetting Press HBP and Characterization of Newsprint Briquettes Produced
-
Bello Raphael Segun

Department of Agricultural and Bioenvironmental Engineering Technology, Federal College of Agriculture Ishiagu, Isliagu, Ebonyi, Nigeria
Olorunnisola Abel OlajideDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
Omoniyi Emmanuel TemidayoDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
Onilude Ademuiwa MusiliuDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
| Received 30 Dec, 2022 |
Accepted 29 Apr, 2023 |
Published 30 Jun, 2023 |
Background and Objective: Technical complexity, power source, cost, and product value are some challenging considerations in briquetting. Most of the available briquetting options are not sustainable due to these challenges, therefore, improved intermediate technology options requiring low energy consumption, high-energy product and acceptable combustion characteristics to meet these challenges are justified by developing a multiple-piston hydraulic briquetting press (HBP) and characterizing the briquettes produced from Gmelina arborea sawdust and newsprint binder. Materials and Methods: Sorted Gmelina arborea sawdust was mixed with pulped newsprint fibers in 5 ratios 10, 20, 30, 40 and 50%, respectively, to produce briquettes. The briquettes were characterized using American Society for Testing and Materials (ASTM), British Standard (BS), and International Standards Organization (ISO) test procedures to determine briquette characteristics. Results: The machine output capacity was 96 briquettes/hour, with low production cost (NGN40, 000.00). The briquettes produced are structurally stable with dimensions: 15.00 mm internal hole, 80.00 mm external diameter, and 60.00 mm height. Low binder briquettes (90:10% wt/wt) are fragile and brittle, while higher binder briquettes are strong and durable. Binder concentration positively improves the combustion characteristics, while the time spent cooking 1 kg of yam is not significantly different for rice. The briquettes thermal efficiency in stove was significantly affected by binder concentration and stove characteristics. Conclusion: The outcomes of this study including high machine output capacity, briquettes’ stability, luminous flame and reduced smokiness showed positive quality contributions to densification study and hence, suitability for domestic heating.
| Copyright © 2023 Segun et al. This is an open-access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
INTRODUCTION
Energy primarily sourced from fossil fuel remained a critical socio-economic determinant of quality of life and played a pivotal role in the development of socio-cultural and economic life of any nation in general and the people in particular1. Conventionally, fossil fuels are doubtless the primary energy supply source for most applications, however, the over-dependence, overbearing price increases and degrading consequences of global political turbulence are rapidly leading to energy disaster, increased emission of Greenhouse Gases (GHGs) and accelerated climate change2,3. The rising cost, non-availability and environmental hazard effects of fossil fuel have made biomass a suitable alternative energy due to its availability in large quantities and energy contents4. The global energy insecurity and environmental unsustainability addressed through resource diversification prompted the promotion of more viable renewable energy (biomass) sources5. The current supply chain of renewable energy accounted for approximately 15% of the global energy supply and by 2050, it was predicted to increase from 55 to 75% by 2060, biomass utilization for energy generation will exceed 200 exajoules compared to the 1990s values3,6-8.
Due to its accessibility and low cost, biomass has maintained an all-time high level of acceptance for home cooking throughout most of Nigeria. Despite these favorable qualities, however, there are restrictions on using biomass as a direct feedstock for power generation3. Among them are high particle wetness, poor energy density, hydrophobicity and high oxygen content, as well as the smoke generation that is over the allowed limit for home applications2. Additionally, because of its stiff and fibrous structure and difficulty in grinding, lignocellulosic biomass must be prepared for fuel using a lot of energy9. These characteristics limit their ability to be replaced as fossil fuels for the generation of energy and make transportation, processing, preservation and conversion processes challenging5.
Densification is an applicable technological solution that can create desirable feedstock suitable for the manufacturing of good products with properties similar to fossil fuel, which is what this study set out to achieve3,10. Biomass densification and utilization for domestic and industrial energy production (modern bioenergy) are expected to increase in the future due to climate change mitigation, implying increased pressure on forest resource use11. Densification employs agglomeration technologies for the conversion of loose agro-forest residues under the action of external forces into solid fuels12. Briquetting technology is no longer new to biofuel development technology in Africa, however, it is advanced in Asia, America and Europe13 and the type of briquetting technology employed is significant to the efficient use of biomass in high-energy applications to produce higher calorific value products14-16. According to the extent of pressure application, briquetting is classified either as high-pressure or low-pressure compaction, principally, governed by two processes; binder and binderless briquetting processes17.
Binder briquetting is largely used in low-pressure and some medium-pressure applications. High-pressure compaction requires no binder and sometimes requires external heating as applicable to some medium-pressure briquetting18. Several types of research have been published on briquette production and theoretical and experimental evaluations, focused on low-moisture (<25%, dry basis) residue compression at low, moderate and high-pressure (>5 MPa). Conversely, sufficient pressure is required to delaminate material cell walls allowing join up of two different materials depending on inter-particle networking and specific material characteristics. In other high-pressure processes, heat may be required before or during densification to trigger natural binding agents such as lignin, in-built in the material.
Briquetting technology employed in densification is equally an important consideration from the viewpoint of technological complexity, power requirement, cost and product market value. The type of briquetting technology employed is significant in the efficient use of biomass in high-energy applications to produce higher calorific value products16. Olorunnisola19 provided a comprehensive review of the mechanical advantages of briquetting, other research studies13,20-25 presented some technical characteristics of briquetting technologies. Most briquetting options are not sustainable when such valuations are made, therefore, alternative intermediate technology briquetting option capable of producing multiple briquettes with low energy consumption in production and high-energy values and combustion characteristics to meet these challenges is justified. For instance, screw press has better production performance procedure and product quality but high energy consumption compared to piston presses with lower power consumption. To reduce power consumption and increased briquette combustion performance in contrast to the more expensive and complex high-density motorized presses that are not within the affordable reach of the low and medium-level briquette producers.
MATERIALS AND METHODS
Study area and material: The experiment was setup in Ishiagu Ebonyi State, Nigeria in the year, 2020-2021 and conducted using sawdust of Gmelina arborea species, derived from primary wood conversion processes in sawmills within the town.
Feedstock and binder material: Appropriate selection of biomass and binder helps in improved combustion performance and briquettes strength characteristics during transportation. The lignocellulose material selected for briquette production is sawdust of Gmelina arborea due to the enormous volumes generated annually and its utilization in domestic cooking26,27. Selected binder based on elementary tests and experience28,29 is old stock newsprint sourced from vendors within the town.
Briquetting apparatus description: Prototype machine consists of a four-cylinder hydraulic press with a piston that has a two-pocket spring balance attached to measure the load the hydraulic jack applies to the piston. The machine’s angle iron frame, a 5-tonne hydraulic jack, a square pressure plate and 4 split-cylindrical moulds with locking mechanisms, a water drain chute and a 4-piston assembly are its main parts (Fig. 1). The frame provides support for the hydraulic assembly, the mould cups and the base rest-board that carries the moulds. The top frame is removable with dimensions 1300×950 mm. A 5 mm spacer bar provided support for the jack in upright position and at the base is a rectangular platform to support the mould cups. The overall dimensions of the frame structure are 1300×950×540 mm. The jack was fixed to the frame using a 24 mm bolt and nut welded to the extension bar above and fixed to the pressure plate with four 8 mm bolt and nuts, which holds the four-piston plates beneath.
Two 50 kg load helical extension spring balances were symmetrically installed at both sides of the jack to measure the load/force applied to the loaded feedstock under compression. The spring balance also assists in the retraction of the base plate when pressure is relieved from the jack through the vent lock. There are 4 pistons dynamically located and attached to a 3 mm thick flat base plate with each piston welded to the piston-base plate with a 20 mm diameter pipe and a flat plate 2 mm thick at each ends, respectively.

|
The piston base plate is constructed of mild steel material, rectangular (340×340 mm in dimensions) and 3 mm in thickness. The baseplate provided supports for the hydraulic jack, the 2 spring balances and the pistons rigidly welded to the underside of the baseplate and synchronized drilled holes to accommodate pipes that produce the central holes in the briquette. The piston plate was bolted to the hydraulic jack with three 8 mm bolts and nuts.
Combustion apparatus: A clay-lined biomass burner was used as the briquette combustion device. The stove has two compartments: An ash collection compartment and a combustion.
Machine design considerations and equations: The following considerations for the design of the briquette machine were made:
• |
Cylinder wall thickness selected should be able to withstand pressures due to the compressive action of the piston on materials |
|
• |
All pressure generated by the jack was transmitted to the cylinder wall via the piston surface |
|
• |
Thickness of the cylinder mould required to resist failure is dependent on the operating pressure, circumferential and longitudinal stresses acting on the cylinder |
|
• |
Torque transmitted by the jack to the pistons is sustained without failing |
Machine dynamics: The torque, (T) transmitted by the hydraulic jack through the handle is evaluated using the equation:
| (1) |
where, T is Torque transmitted (Nm), F is the average force required to overcome the load and the compressible material and x is the distance from the point of application to the applied load (0.40 m).
The load applied by the 5-tonne hydraulic jack to all four moulds to compress materials in the four cylinders was used to determine the maximum torque transmitted (796 kNm).
Area of each piston plate: Area under the direct action of the contact loads in (m2) at the point of application of the hydraulic jack expressed as:
| (2) |
where, D is Diameter of the piston plate (0.09 m). The evaluated total areas of contact for the 4 pistons is 0.283 m2.
Piston design against buckling: Each piston is considered a rigid column with one fixed and one free end and applying Euler’s equation30, the buckling load is expressed as:
| (3) |
where, PC is buckling load, E is young modulus of elasticity 2.02×1011 NM, I is moment of inertia and L is length of the piston. The piston is a circular sectioned mild steel pipe of length 104 mm:
| (4) |
Comparing the maximum load transmitted by the hydraulic jack (1.99 MN) to the pistons with the load required to buckle the piston pipe (Pc = 2.932 MN), this is higher, hence, the piston pipe will not buckle.
Design of cylinder moulds
Determination of cylinder thickness: To determine the cylinder minimum thickness required, the operating pressure, circumferential and longitudinal stresses are required.
Operating pressure: Pressure required to compress the material within the compression chambers was expressed by the equation:
| (5) |
where, P is pressure exerted by a hydraulic press (N/m2) (Pa), FT is axial load acting on the bearing surface supported by the hydraulic jack (N), which equals the weight reading on the spring balance scale, A is area of each of the 4 pistons with diameter 90.00 mm. Since the machine operates under low-pressure application (<0.2 MPa)31, the pressures generated at applied load marks of 20, 35 and 45 kg on the spring balance were used to determine the actual briquetting pressure. The briquetteg pressure obtained at the corresponding applied load is 0.69, 1.20 and 1.66 kPa, respectively. The highest value of 1.66 kPa at the 45 kg mark was chosen as the operating pressure for briquetting since all the evaluated pressures are below 0.20 MPa.
Circumferential stress acting on each cylinder is given by the expression:
| (6) |
where, σc is circumferential stress, L is length of the cylinder (0.155 m), d is diameter of the diameter (0.088 m), t is thickness of the cylinder (0.002 m) and P is applied pressure (1.70 kPa)
Longitudinal stress on the cylinder: Considering each cylindrical mould subjected to the same applied pressure, the cylinder has a tendency to split into 2 pieces due to internally applied pressure. The longitudinal stress acting was determined using Eq. 7:
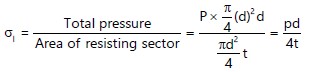 |
(7) |
where, σl is longitudinal stress, P is applied pressure, d is diameter of the cylinder and t is thickness of the cylinder wall.
Thickness of cylinder wall: It is evident that circumferential stress has a greater impact on the mould than longitudinal stress, therefore the cylinder wall thickness used was satisfactory compared with the result reported by Huda and Ajani.32 i.e., σc < σl.
Cylinder design against failure: Considering the cylinder mould as a critical element in a briquette machine, it has to be designed against failure. The pressure applied on load by the piston, which was transmitted to the cylinder wall was determined using Eq. 7 above. This pressure acted on the material and the internal surface of the cylinder wall, therefore failure could only occur in the mould, if the stress is more than the material yield stress i.e.:
Since the applied stress 0.18 MPa is much less than recommended material yield stress of 200 MPa33, the mould cannot fail during compaction.
Design of cylinder hanger, bolts and nuts against compressive failure: The supporting brackets, each of length 120 mm have a 13 mm bolt and nut at each extremity holding the cylinder assembly firm in position during production, the compressive stress exerted on the nut and the screw is derived from Alizadeh et al.30 as:
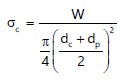 |
(8) |
where, W is load applied, 441.45 N, dp is threaded pitch diameter (13 mm) and dc is shaft core diameter (12 mm). Thus, the value of the compressive stress is lower than 650 MNm–2 for the alloy steel material from which the nuts and screw were made34 . Therefore, the bolts and nuts will not fail due to induced compressive stress.
Power requirement: At any applicable load, the power required to compress material in the mould is given by:
| (9) |
where, L is lever displacement is expressed as the distance moved by the lever under load in one stroke (0.3 m). The number of strokes multiplied by the length of one stroke determines total lever displacement, F is applied force and T is time taken to complete one stroke (5 sec).
Design of helical extension spring
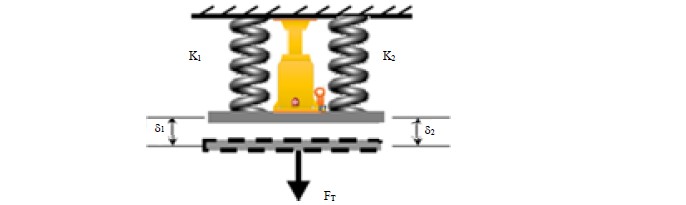
Spring stiffness: Spring stiffness, K is the extent to which a spring will resist deformation in response to an applied force. As 2 symmetrically helical extension springs (Fig. 2) connected in parallel to the frame and the mould frame by hook and loop at both ends were incorporated to return the hydraulic jack and other compression members back to their original position. The force displacements (δ) produced by each spring are equal (i.e., δT = δ1 = δ2 = 20 mm).
|

|
| (10) |
The total applied force, exerted by the hydraulic jack on the springs is expressed as:
 |
(11) |
The equivalent spring constant Keq can be determined by the use of Hooke’s law:
where, FT is applied force (assumed 20 kg), K is spring constant in Newton per meter (N/m) and δ is the resulting displacement.
Feedstock and binder preparation: The sawdust samples were obtained from sawmill located along Okue road in Ishiagu. The materials were sorted for foreign matter contents and used as received, requiring no size reduction. The materials were sundried to reduce the moisture content to 8-10% dry basis, reported as favourable for the production of stable briquettes. The newsprint stocks were shredded, soaked in water (Fig. 3a), drained, mechanically stirred to homogeneous pulp, compressed, compressed and sun dried to prevent biological degradation (Fig. 3b), then ground in a burr mill to isolate individual fibers (Fig. 3c) and stored for briquetting.
Briquette production
Material mix ratios determination: The proportion of different materials on binder are known to significantly affect the final product strength as well as combustion performances. Selection of the feedstock to binder ratio was based on weight proportions32 rather than experience or preliminary testing. According to Korentz and Marcinowski33, the mix ratio was calculated by weighing out quantities (in grams) of each binder and Gmelina sawdust to obtain the percentage ratio of the biomass-binder mix of 90:10, 80:20, 70:30, 60:40 and 50:50%.
Operating conditions for briquettes: The residence duration and operating pressure are two operating factors taken into account during the briquette-making process. The compressed material was allowed to It has been reported that dwell time does not significantly affect briquette durability, but has a significant effect on the relaxation properties of compressed material, therefore a dwell time of 5 min was allowed for the material to stay under compressive load for a maximum of 5 min before being ejected from the mould in this study34-37. Preliminary studies carried out revealed that stable briquettes were produced above 35 kg load and a corresponding operating pressure of 132.10 kPa. However, for this experiment, an axial load of 45 kg was used and a corresponding pressure of 169.80 kPa was selected for briquette production.

|
| Table 1: | Standard tests for briquette characterisation and references | |||
| Briquette property | Method summary standard test | Standard method |
| Unit density | Ratio of cylinder mass to volume | DD CEN/TS 1540543 |
| Moisture content | Mass lost in drying at 105°C ±2 | BS EN 14774-243 |
| Compressed and relaxed densities | Densities measured during and after 30 days of drying | ISO 313143 |
| Shattering resistance | Mass lost in drop from 1 m height | ASTM D44044-46 |
| Briquette moisture | Moisture measured after drying | ASTM D317346 |
| Water absorption | Mass gained after soaking in water at room temperature | BS EN 772-2147 |
| Ignition time and flame spread | Time taken for briquette to light | ASTM- E1321-1347 |
| Proximate analysis | Volatile matter, ash(%), fixed content, HHV | ASTM D12148 |
Producing briquettes: Before production, the mould cups and piston plates were lubricated with SAE 90, lubricant to reduce friction in production. The mixed charge was manually fed into the moulds and the piston base plate was set such that the pistons aligned on the mould cup. The jack pressure vent is securely locked and manually operated by priming the centrally positioned hydraulic jack on the machine until it reached the 45 kg load point corresponding to 169.80 kPa load pressure. The material remained under compression load for a residence time of 5 min for material stabilization, then the briquettes were ejected from the mould. During production, sawdust and binder pulps were weighed and mechanically mixed in a bowl38,39 then water was added and blended to facilitate bonding in the resulting material charge which was fed into each moulding cups. Four sets of twin briquettes (designated as (AR1-8) were produced per unit operation (Fig. 4).
Characterization experiments
Raw material and binder characterization: Material characterisation parameters determined include the particle size distribution, particle density, geometric mean sizes and particle moisture. Each of these parameters were determined using ASAE Standard S319.4 test procedures in three replicates for analysis40,41 . Newsprint basic strength properties needed for utilization as binder include strength, density and fiber length42. The fiber length of the sample pulp used were measured using sieve analysis.
Briquette characterization: Briquette characterization tests were carried out using scientific standard testing methods and analysis which include physical, mechanical and combustion tests43-48 and summarised in Table 1. Measured variables include, density, compressive strength, durability, water absorptivity, shattering and abrasion resistance.
Statistical analysis: The IBM SPSS PC Version 20.0 software was used to compare how the binder and process parameters affected the briquette quality. The briquettes' compressed density, which is the density measured right after they are extruded from the mould and relaxed density are among the variables under investigation (i.e., density measured after 30 days of curing), mechanical and combustion characteristics37,49. As 3 replicate samples of mean data obtained were analysed to determine the physical (briquette density, color, quality and moisture content) and mechanical (impact resistance, shatter resistance, water absorption capacity), while chemical properties determined include volatile matter, ash content, fixed carbon content, high heating value (HHV), fuel ratio, elemental compositions and atomic ratios. Combustion properties investigated include ignition time, burn rate, fuel consumption and thermal efficiency. Analysis of variance of the mean for each degree of interaction and the overall average response was used to evaluate the impact of each variable’s interactions50.
RESULTS AND DISCUSSION
Machine designed spaecifications: Performance evaluation of the developed briquetting machine: The summary of designed parameters for the hydraulic piston press was shown in Table 2. The hydraulic piston press performance was evaluated based on briquette quality and physical and mechanical characteristics. The machine produced durable and stable hollow briquettes at an operating pressure of 167 kPa.
Characterization of G. arborea sawdust: A comprehensive results of the physical characteristics of G. arborea sawdust samples had been reported in Bello et al.28. The particle size distribution, associated mean measured particle lengths, mean standard deviation of 4.594 and maximum standard error of 2.27 at a 95% confidence interval were deemed adequate for briquetting without grinding in accordance with Bergström et al.51 and Álvarez-Álvarez et al.52. These results were equally in agreement with Paulrud et al.53 and Zhang and Song54 and showed that good feedstock required no size reduction before densification. The mean particle density determined at mean moisture content of 9.41% showed a similar range of values for the 3 replicate sample tests with a mean average value of 159±0.02. The sawdust sample from Gmelina arborea has a low ash level (2.19%), a low carbon content (17.10%) and a high volatile matter content (72.93%), according to the proximate analysis. These result values were consistent with other values published in the study findings55,56 and largely agreed with them. Sawdust has a calorific value of 17.38 MJ kg–1.
Binder characteristics: The newsprint pulp contained residues with a short life-cycle, shorter fiber length (~0.2-0.6 mm) and a density of ~0.4 g per cubic centimeter. The percentage ash content was higher (35%) compared to other print paper (12%). Judging from the observed characteristics, durability and combustion characteristics of newsprint may be adversely affected.
Briquette characterization: The sample briquettes for characterization experiments required drying to reduce their moisture content to an equilibrium state for stability, storage and evaluation31.
Briquette’s physical characteristics
Briquette colour: The colour of briquettes produced at different binder concentrations varied from brown colours (for low binder concentrations) to deep brown for high binder concentrated briquettes. The briquettes have a smooth exterior and inner surfaces with no apparent surface cracks. They are cylindrical in shape and have internal or central holes with mean internal and external diameters of 15 and 80 mm, respectively. The representative samples of briquettes obtained are stable, with the exception of samples with a binder concentration of 90:10 %wt/wt, which are weak and rapidly crumble under low pressures. Quality examination after 7 days of approximately 6 hrs of sun-drying per day showed the briquettes being able to stack for transportation without physical damage. These quality characteristics agreed with the report of Bot et al.37.
| Table 2: | Designed values of hydraulic briquetting machine | |||
| Parameter | Value |
| Load applied by jack | 1.99 MN |
| Maximum torque transmitted | 79,738.82 |
| Cylinder dimensions | H= 51.36, dia. = 78.50 mm |
| Height of briquettes produced | 50-60 mm |
| Buckling load | 2.932 MN |
| Area of each piston plate | 0.071 |
| Briquetting pressure | 1.66 kPa |
| Circumferential stress on cylinder | 3.735 N m–2 |
| Longitudinal stress on cylinder | 1.87 N m–2 |
| Compressive stress exerted on hanger | 6.35 M Nm–2 |
| Power requirement to compress materials | 26.49 Nm sec–1 |
| Spring constant | 9.81 kN m–2 |
| Table 3: | Physical properties of briquettes | |||
| Binder ratio (%wt/wt) | Weight (g) ----------------------- |
Dia. (mm) ---------------------------- |
Height (mm) --------------------------------- |
Volume |
|||||
W0 |
W30 |
External |
Elongation (%) |
H0 |
H30 |
Elongation (%) |
(cm3) |
||
| 90:10:00 | 143.45 |
49.31 |
79.65 |
1.41 |
52.21 |
53.67 |
2.8 |
267.45 |
|
| 80:20:00 | 150.86 |
49.86 |
79.73 |
1.51 |
49.12 |
50.48 |
2.77 |
252.06 |
|
| 70:30:00 | 160.76 |
52.51 |
79.84 |
1.65 |
49.58 |
50.89 |
2.64 |
254.81 |
|
| 60:40:00 | 156.23 |
51.26 |
79.54 |
1.27 |
49.86 |
50.85 |
1.99 |
252.7 |
|
| 50:50:00 | 162.16 |
50.22 |
79.54 |
1.27 |
48.41 |
49.56 |
2.38 |
246.29 |
|
| Mean dimensions of newsprint briquette samples | |||||||||
Briquette diameters: In general, the mean external and internal dimensions do not vary significantly for all briquettes. The mean external (D) and internal (d) diameters of briquettes produced varied from 79.72, 79.84 and 80.23 mm and 14.85, 14.78 to 15.16 mm. Variation in these values is significantly minimal compared with values obtained briquetting other biomass in literature37,57 that significant expansion takes place primarily along the axial load direction than the diametral axis.
Briquette weights: The compressed weights of briquettes at production and relaxed weights after drying for 30 days at different binder ratios for briquettes produced varied between (148.83-169.27 g) and (47.07-49.88 g), respectively. These values fall within the range of values obtained by Chin and Siddiqui58 and also concluded that briquettes with higher binder concentrations have the highest compressed and relaxed weights, which predicts corresponding higher densities. The mean gravimetric and dimensional values of briquettes at production (H0) and after drying (H30) are presented in Table 3. The height of compressed briquettes slightly increased with an increase in binder level, while the relaxed heights after 30 days slightly decreased with negligible ±0.10 mm variations. From these results, it can be established that the differences in briquette heights and binder ratios are not significantly different, thereby agreeing with the reports of Chin and Siddiqui58. The physical characteristics of briquettes produce have similarities with the values obtained by 58 which conforms to the literature values for low-density briquettes.
Briquette dimensional stability: Briquette stability was measured by the linear expansion in dimensions of briquettes after production. To determine the extent of briquette expansion, observed dimensional changes in diameters and heights of briquettes were used to evaluate the briquette %elongation (Table 3). The tables showed that percentage diametral and height elongation briquettes varied from (1.27-1.65%) and (1.99-2.80%), respectively. Li and Liu45 reported <5% length elongation for log briquettes produced from oak sawdust and 5-15% pine sawdust briquettes at approximately ~10 to 16% moisture content, wet basis. From these results, the briquettes produce are more stable than most of the literature values.
Briquette compressed and relaxed density: The average maximum densities calculated instantly after manufacture and densities calculated after 30 days. from production) are 536 to 658 and 184-206 kg m–3, respectively. The compressed and relaxed densities of all briquettes have a similar mass-to-volume ratio and density variations, therefore exhibiting the same physical characteristics. It was equally observed that binder ratios increased with a decrease in relaxed density i.e., the density decreased with an increase in percentage binder ratio. This could be attributed to the low gram-weight per unit volume of paper products used and the reduction in the charge void spaces filled by water before compression59.
The relaxed densities of 90:10 %wt/wt are lower than the recommended minimum durability values for briquette transportation and safe storage of 600 and 200 kg m–3 for compressed and relaxed densities, respectively60. This observation was validated through losses incurred when these products are being handled during curing.
Briquette mechanical characteristics
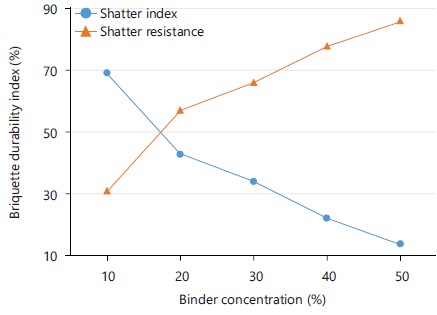
Briquette durability tests: Briquette durability test is a qualitative durability test essential to know how well a briquette responds to handling, transportation, storage and weather conditions. The Table 4 shows the shatter index and shatter resistance. The shatter index shows the capability of the briquette to produce fewer broken pieces during handling. The maximum weight loss occurred in low binder briquettes and decreased as the binder concentration increased.
The effects of binder concentration on briquette durability showing shatter index (K) and shatter resistances are shown in Fig. 5. The shatter index decreased with an increase in binder concentration. Low binder briquettes experienced higher weight losses (shatter index) and increased shatter resistance as binder concentration increased. This implied that higher binder briquettes are more resistant to impact damage than lower binder briquettes. Davies and Davies47 reported a similar trend for briquettes produced from cashew nutshell and paper binders. This observation could be explained by the inter-particle adhesive bonding between feedstock and binder fibers.
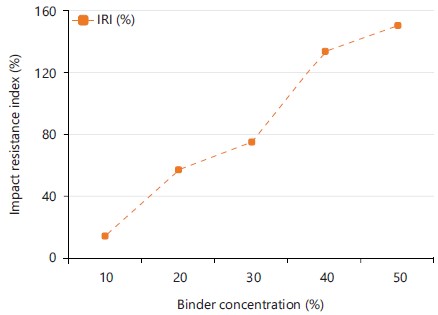
Effects of binder concentration on impact resistance index (IRI): The impact resistance index (IRI) measured a briquette's capacity to bear sudden or impact loads. From Table 4 the impact resistance values at various binder concentrations increased as the binder concentration increases. In the same manner, the number of broken pieces per drop from 2-m height reduced with increase in binder concentration. At higher binder ratios (Fig. 6), the briquettes still retained pieces >5% of the initial briquette mass after dropping each briquette for a maximum of 9 drops. Ajiboye et al.17 reported a similar occurrence after about 30 drops of briquettes produced from charcoal-sawdust. In addition, from the Table 4, the impact resistance index of briquettes varied from (14.29-150%). The impact resistance index lower than 90% has a greater tendency to break on impact according to Falemara et al.61 which implied that the lower briquettes have very high tendencies of breaking on impact.
| Table 4: | Shatter and resistance index table for briquettes | |||
| Binder ratio (%wt/wt) |
Initial weight (g) |
Weight after drop (g) |
Shatter index (K) |
Shatter resistance (%) |
No of drops (N) |
Pieces >5% (n) |
IRI |
| 90:10:00 | 49.31 |
25.87 |
47.54 |
52.46 |
1 |
7 |
14.29 |
| 80:20:00 | 49.86 |
34.34 |
31.13 |
68.87 |
4 |
7 |
57.14 |
| 70:30:00 | 52.51 |
41.23 |
21.48 |
78.52 |
3 |
4 |
75 |
| 60:40:00 | 51.26 |
47.34 |
7.65 |
92.35 |
4 |
3 |
133.33 |
| 50:50:00 | 50.22 |
48.36 |
3.7 |
96.3 |
6 |
4 |
150 |
| Mean dimensions of newsprint briquette samples | |||||||
|
|
| Table 5: | Percentage weight gain resistance capacity of briquettes in water | |||
Weight (g) ---------------------------------------------------------------------------------------------------------------------- |
|||||||
| Mix ratio (%) | Initial |
15 min |
30 min |
45 min |
60 min |
PWA (%) |
WRC (%) |
| 90:10:00 | 5.6 |
13.6 |
25.6 |
26.5 |
27.4 |
3.73 |
96.27 |
| 80:20:00 | 5.5 |
19.4 |
25.4 |
26.2 |
26.9 |
3.76 |
96.24 |
| 70:30:00 | 5.4 |
24.1 |
24.7 |
25.5 |
25.6 |
3.72 |
96.28 |
| 60:40:00 | 5.4 |
26.4 |
26.1 |
27.3 |
26.1 |
4.06 |
95.94 |
| 50:50:00 | 5.8 |
26.7 |
26.5 |
27.4 |
26.9 |
3.72 |
96.28 |
| AR sawdust+Newsprint binder | |||||||
Briquette weight gain and dispersion in water: The briquette weight gain as presented in Table 5 showed a decrease with an increase in binder concentration for about 30 min, then decreased as binder concentration increased. This could imply the complete filling of all pore spaces with water within the briquette. Furthermore, an increase in binder concentration resulted in a slight increase in water absorption for all briquettes. Each briquette immersed exhibited high resistance to disintegration in water, which probably could be attributed to the additive water-repelling characteristics of paper cellulose fibers37, implying that exposing briquettes to moisture for a short period of time will not cause them to disintegrate.
Percentage water absorption and water resistance capacity: Briquette water resistance test was conducted to know the extent to which water and humidity could affect the quality of briquettes. As 2 parameters, percentage water absorption (PWA) and water resistance capacity (WRC) were evaluated for briquettes. From Table 5, briquettes exhibited relatively low PWA and consequently very high water resistance capacity.
Briquette chemical characteristics: The proximate (% ash, VM, FC), ultimate (elemental composition) and heating values of briquette samples were shown in Table 6. The tables equally showed the derived values of the fuel ratio and the atomic ratios (H/C and O/C) for each briquette.
Proximate analysis: The proximate analysis showed a percentage ash contents of 14.25%, volatile matter contents of 69.03% and fixed carbon contents of 6.77%. These results showed high concentrations of non-combustible materials resulting in low fixed carbon and calorific values which were higher than the recommended maximum value of 4%62 . However, the maximum value of 14.25% obtained in this study was lower than the 13.78% obtained by Jittabut et al.63 who provided a justification for the value obtained that the biomass and binder materials used for the experiment had different attributes and process conditions. The ash content signified the quantity of unburnt material left after burning. The volatile matter contents obtained (69.03%) implied that newsprint has the potential of burning by flame combustion. The highest volatile matter contents were recorded at higher binder levels while the least values occurred at lower binder levels. These results revealed that volatile matter increased as binder concentrations increased and reduced as binder concentrations decreased. These observations agreed with Chin and Siddiqui58 and Saeed et al.64.
| Table 6: | Mean values of proximate and ultimate analysis performed on briquettes | |||
| Proximate analysis | |||||
| Ash | VM (%) |
FC (%) |
MC (%) |
HHV (MJ kg–1) | |
| 14.25 | 69.03 |
6.77 |
9.95 |
13.04 | |
| Ultimate analysis | |||||
| C | H |
O |
H/C |
O/C | Fuel ratio |
| 35.72 | 4.63 |
34.92 |
0.13 |
0.98 | 0.14 |
| VM: Volatile matter, FC: Fixed carbon, MC: Moisture content and HHV: High heating value | |||||
The fixed carbon refers to the amount of carbon accessible for char burning and is expressed by the percentage fixed carbon it contained according to Achebe et al.65 . Each briquette's fixed carbon content revealed the percentage of char retained after the devolatization procedure, which affects its heating value. The briquette has lower fixed carbon contents at higher binder concentrations, which can only be explained by the volatile matter content in a binder material. These outcomes are compared favourably with the reports of Chin and Siddiqui58 and Adegoke et al.66. The higher the heating value signified the energy potential available in a given mass of Azeez et al.67. In general, fuels with higher heating values produced more energy than fuels of equal volume from other sources. The higher heating values recorded in this study briquettes are found to be lower than values reported by Onuegbu et al.68 for the heartwood of Gmelina arborea (Roxb). A broad analysis of the proximate elements and calorific values for all types of briquettes showed that fixed carbon enhanced the HHV while volatile matter decreased it, meaning that the HHV of fuel increased with the presence of fixed carbon and decreased with the presence of volatile matter. This statement could be explained by the fact that the energy requirement in burning low volatile matter content was lesser. This observation was in good agreement with the report of Dhaundiyal et al.69 experiment conducted on elephant grass and Imperata cylindrical with a blend of coal.
Ultimate analysis of briquettes: The ultimate analysis results showed that values obtained (C = 35.72, H = 4.63 and O = 34.92%) do not vary significantly from values obtained by Ahmed et al.70 for co-firing large percentage of biomass at 100% fuel switch. The low oxygen and hydrogen contents made them burn with less smoke than other materials with higher oxygen contents70. The ability of each fuel to generate heat was predicted by the atomic ratios (H/C and O/C) as assessed in Table 6. These values were lower than those produced by Nhuchhen et al.5 and within the same range7,71,72.
Briquette combustion characteristics
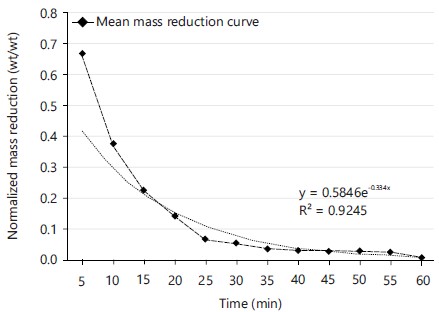
Briquette ignition and burning characteristics: Each briquette was burned in the open air to test the effects of various process variables such as ignition time, burn rate, flame propagation, etc. The self-ignition period under observation was 3-4 min. After the self-ignition period, all of the briquettes burn steadily, but rapidly propagating with luminous flame for a period of 10-15 min before reaching the decomposition stage. Oyelaran et al.72 reported that flame propagation in briquettes depended on feedstock material properties and briquette density. The observed stages of flame propagation and burning correspond to the three stages of phase-burning of briquettes73. The briquette mass reduction experiment showed the rate at which each briquette mass decayed as it burns. Each briquette was ignited in free air and the mass reduction was recorded till the briquette mass had been reduced to between 3-5% of its initial weight. Figure 7 shows the mass reduction plotted against time during phase burning. At 5% level of significance, the briquette decayed exponentially following the patterns reported in the literature74.
|
Briquette smokiness: Briquettes’ smokiness depended on how much volatile matter, oxygen and hydrogen they contained. More smoke is produced by briquettes with more volatile ingredients and oxygen than by those with less. Therefore, according on the experimental data, newsprint briquettes burn with a significant amount of smoke at ignition, which then decreases during phase burning, then disperses at burnout. The briquettes have lower VM and oxygen contents than the newsprint briquettes, hence their smokiness reduced during the experiment compared with this result28.
Briquette performance characteristics in a stove: The briquettes’ performances were evaluated by burning them (water boiling test, WBT) in a developed biomass briquette stove to determine the burn rate and thermal efficiency. During the WBT, the time required to bring the temperature of the water in the pot to 100°C was compared. Newsprint briquettes have good flame propagation in the stove and took approximately 14.46 min to burn 137.33 g of briquette to raise the temperature of 1.4 kg of water from 30 to 90°C. To determine the burn rates, an established equation used by Bello et al.75 was adopted and the results shown in Fig. 8 depicted a graphical representation of experimental values. It was observed that burn rates increased with an increase in binder concentrations.
An exponentially fitted trend line of normalized burn rates against binder concentrations was plotted (Fig. 8) along with equations for each curve to calculate the normalized burn rate at various binder concentrations in order to investigate the effects of density on burn rates and predict briquette performance (Fig. 8). Burn rate an increase with the increase in binder concentration which implied that a lesser quantity of briquettes is required in burning as binder concentration increases. The normalized burn rates and briquette density (x) were satisfactorily suited by the following exponential model.
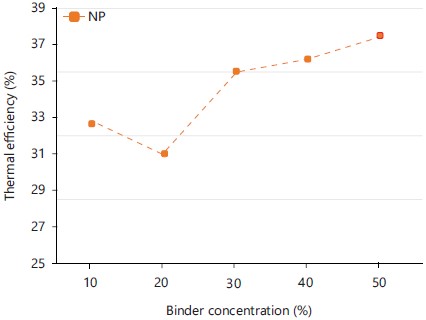
Stove thermal efficiency: Stove thermal efficiency was determined by burning 3-4 quantities of briquette samples in the stove and monitoring the temperature change, time and briquette heat capacity in raising water to 100°C during a water boiling test. The thermal efficiencies obtained range from 65.50 to 84.21% at their lowest and highest values, respectively. The values obtained ranged from 31.47 to 39.89% (Fig. 9). According to these findings, the thermal efficiency with increasing binder content. The results are consistent with those of other studies76,77. From the mean values obtained, torrefaction time does not significantly affect the thermal efficiency irrespective of binder type. However, when the binder content increased, the mean thermal efficiency values for briquettes decreased. These findings clarified the fact that binder concentration had a major effect on thermal efficiency.

|
|
Stove performance and control cooking tests (CCT): As 2 varieties of foods (rice and yam) were used in the control coking test (CCT) to evaluate the performance of briquette in stove. The time spent in cooking, specific fuel consumption and fuel consumption rates of burning were evaluated. The time taken to burn briquettes ranged between 29-35 min to cook 206 g of rice and an average of 38 min to cook yam which implied that the relative time spent cooking 1 kg of yam and rice is not significantly different.
Specific fuel consumption: Table 7 shows the mean values of the stove's specific fuel consumption (SFC) when cooking 0.206 kg of rice and 0.175 kg of yam (D. rotundata). With increasing binder concentration, the stove-specific fuel consumption (SFC) increased with mean values of 0.718-0.745 and 0.714-0.748 for cooking rice and yam, respectively. This observation could be explained by the highly volatile matter contents of newsprint briquettes which are consistent with literature reports. The SFC values obtained in this experiment are higher than the 0.48 reported by Bello and Onilude38 . The practical implication of this is that fewer briquettes would be required to cook a known amount of food. A similar observation was described by Nikiema et al.78 in the comprehensive review of combustion characteristics of some agricultural biomass and sawdust.
| Table 7: | Specific fuel consumption of briquettes during CCT experiment | |||
SFC ------------------------------------------------ |
SCR ------------------------------------------------- |
|||
| Mix ratios | 0.206 kg rice |
0.157 kg yam |
0.206 kg rice |
0.157 kg yam |
| 90:10:00 | 0.614 |
0.718 |
0.267 |
0.259 |
| 80:20:00 | 0.727 |
0.714 |
0.271 |
0.28 |
| 70:30:00 | 0.738 |
0.737 |
0.283 |
0.287 |
| 60:40:00 | 0.733 |
0.748 |
0.282 |
0.299 |
| 50:50:00 | 0.745 |
0.743 |
0.313 |
0.311 |
| Mean | 0.732 |
0.755 |
0.283 |
0.287 |
Fuel consumption rate (FCR): The fuel consumption rate is an indicator of the number of briquettes burnt per unit of time in cooking a specific quantity of food. The fuel consumption rate performance for cooking 206 kg of rice was evaluated and the results showed that FCR increased with an increase in binder contents. This implied that SFC and FCR have similar characteristic behaviour. This implied that high binder concentrations have a significant effect on briquette performance in briquetting, an observation in line with the report of Onuegbu et al.74 on the optimization of briquettes produced from corn cobs.
CONCLUSIONS
According to the objectives of this work, the following conclusions were reached. A multiple-piston hydraulic briquetting press was developed with output capacity of 96 briquettes/hrs. The representative sample newsprint briquettes, having 15.00 mm diameter central hole, 80.00 mm external diameter and 60.00 mm height, are stable and satisfied briquette quality requirements, except those produced at 10% binder ratio which are delicate and easily crumble under light pressure, Binder concentration of 20% was recommended as minimum binder level required to produce durable newsprint briquettes. Briquette fames are luminous, with reduced smoke emissions as the binder concentration increases. Binder concentration has significant effect on specific fuel consumption. However, the time spent cooking 1 kg of yam and rice is not significantly different.
SIGNIFICANCE STATEMENT
Briquetting technology employed in densification processes is an important consideration from the viewpoint of technological complexity, power requirement, cost and product market value. Most briquetting options available are not sustainable considering these valuations, therefore alternative intermediate technology briquetting option capable of producing multiple briquettes with low energy consumption, high-energy value products and combustion characteristics to meet these challenges is justified. Furthermore, this work reduces power consumption and increased briquette combustion performance in contrast to the more expensive and complex high-density motorized presses that are not within the affordable reach of the low and medium-level briquette producers.
REFERENCES
- Ajimotokan, H.A., S.E. Ibitoye, J.K. Odusote, O.A. Adesoye and P.O. Omoniyi, 2019. Physico-mechanical characterisation of fuel briquettes made from blends of corncob and rice husk. J. Phys.: Conf. Ser., 1378: 022008.
- Matali, S., N.A. Rahman, S.S. Idris, N. Yaacob and A.B. Alias, 2016. Lignocellulosic biomass solid fuel properties enhancement via torrefaction. Procedia Eng., 148: 671-678.
- Ibitoye, S.E., T.C. Jen, R.M. Mahamood and E.T. Akinlabi, 2021. Densification of agro-residues for sustainable energy generation: An overview. Bioresour. Bioprocess., 75.
- Oyedepo, S.O., I.S. Dunmade, T. Adekeye, A.A. Attabo and O.C. Olawole et al., 2019. Bioenergy technology development in Nigeria-pathway to sustainable energy development. Int. J. Environ. Sustainable Dev., 18: 175-205.
- Nhuchhen, D.R., P. Basu and B. Acharya, 2014. A comprehensive review on biomass torrefaction. Int. J. Renewable Energy Biofuels, 2014: 506376.
- Ibitoye, S.E., R.M. Mahamood, T.C. Jen and E.T. Akinlabi, 2022. Combustion, physical, and mechanical characterization of composites fuel briquettes from carbonized banana stalk and corncob. Int. J. Renewable Energy Dev., 11: 435-447
- Adeleke, A.A., J.K. Odusote, O.A. Lasode, P.P. Ikubanni, M. Malathi and D. Paswan, 2019. Mild pyrolytic treatment of Gmelina arborea for optimum energetic yields. Cogent Eng., 6: 1593073.
- Świechowski, K., M. Liszewski, P. Bąbelewski, J. Koziel and A. Białowiec, 2019. Oxytree pruned biomass torrefaction: Mathematical models of the influence of temperature and residence time on fuel properties improvement. Materials, 12: 2228.
- Liu, Z. and G. Han, 2015. Production of solid fuel biochar from waste biomass by low temperature pyrolysis. Fuel, 158: 159-165.
- Kers, J. P. Kulu, A. Aruniit, V. Laurmaa, P. Križan, Ü. Kask and L. Šooš, 2010. Determination of physical, mechanical and burning characteristics of polymeric waste material briquettes. Estonian J. Eng., 16: 307-316.
- Lauri, P., N. Forsell, M. Gusti, A. Korosuo, P. Havlík and M. Obersteiner, 2019. Global woody biomass harvest volumes and forest area use underdifferent SSP-RCP scenarios. J. For. Econ., 34: 285-309.
- Peng, J., X.T. Bi, C.J. Lim, H. Peng, C.S. Kim, D. Jia and H. Zuo, 2015. Sawdust as an effective binder for making torrefied pellets. Appl. Energy, 157: 491-498.
- Kpalo, S.Y., M.F. Zainuddin, L.A. Manaf and A.M. Roslan, 2020. A review of technical and economic aspects of biomass briquetting. Sustainability, 12: 4609.
- Zubairu, A. and S.A. Gana, 2014. Production and characterization of briquette charcoal by carbonization of agro-waste. Energy Power, 4: 41-47.
- Himbane, P.B., L.G. Ndiaye, A. Napoli and D. Kobor, 2018. Physicochemical and mechanical properties of biomass coal briquettes produced by artisanal method. Afr. J. Environ. Sci. Technol., 12: 480-486.
- Malladi, K.T. and T. Sowlati, 2018. Biomass logistics: A review of important features, optimization modeling and the new trends. Renewable Sustainable Energy Rev., 94: 587-599.
- Ajiboye, T.K., S. Abdulkareem and A.O.Y. Anibijuwon, 2016. Investigation of mechanical properties of briquette product of sawdust-charcoal as a potential domestic energy source. J. Appl. Sci. Environ. Manage., 20: 1179-1188.
- Brunerová, A., H. Roubík, M. Brožek, D. Herák, V. Šleger and J. Mazancová, 2017. Potential of tropical fruit waste biomass for production of bio-briquette fuel: Using Indonesia as an example. Energies, 10: 2119.
- Olorunnisola, A.O., 2004. Briquetting of rattan furniture waste. J. Bamboo Rattan, 3: 139-149.
- Srivastava, N.S.L., S.L. Narnaware, J.P. Makwana, S.N. Singh and S. Vahora, 2014. Investigating the energy use of vegetable market waste by briquetting. Renewable Energy, 68: 270-275.
- Gill, N., R. Dogra and B. Dogra, 2018. Influence of moisture content, particle size, and binder ratio on quality and economics of rice straw briquettes. Bioenerg. Res., 11: 54-68.
- Sen, R., S. Wiwatpanyaporn and A.P. Annachhatre, 2016. Influence of binders on physical properties of fuel briquettes produced from cassava rhizome waste. Int. J. Environ. Waste Manage., 17: 158-175.
- Hamid, M.F., M.Y. Idroas, M.Z. Ishak, Z.A.Z. Alauddin, M.A. Miskam and M.K. Abdullah, 2016. An experimental study of briquetting process of torrefied rubber seed kernel and palm oil shell. BioMed. Res. Int., 2016: 1679734.
- Manyuchi, M.M., C. Mbohwa and E. Muzenda, 2018. Value addition of coal fines and sawdust to briquettes using molasses as a binder. South Afr. J. Chem. Eng., 26: 70-73.
- Borowski, G., W. Stępniewski and K. Wójcik-Oliveira, 2017. Effect of starch binder on charcoal briquette properties. Int. Agrophys., 31: 571-574.
- Okoroigwe, E., Z. Li, T. Stuecken, C. Saffron and S. Onyegegbu, 2012. Pyrolysis of Gmelina arborea wood for bio-oil/bio-char production: Physical and chemical characterisation of products. J. Appl. Sci., 12: 369-374.
- Obi, O.F., R. Pecenka and M.J. Clifford, 2022. A review of biomass briquette binders and quality parameters. Energies, 15: 2426.
- Bello, R.S., A.O. Olorunnisola, T.E. Omoniyi and M.A. Onilude, 2022. Effects of binder concentrations and soaking time on combustion characteristics of briquettes produced from fermented Gmelina arborea Roxb sawdust and used print paper. Bioenergy Stud., 2: 31-42.
- Blesa, M.J., J.L. Miranda, R. Moliner, M.T. Izquierdo and J.M. Palacios, 2003. Low-temperature co-pyrolysis of a low-rank coal and biomass to prepare smokeless fuel briquettes. J. Anal. Appl. Pyrolysis, 70: 665-677.
- Alizadeh, P., L.G. Tabil, P.K. Adapa, D. Cree, E. Mupondwa and B. Emadi, 2022. Torrefaction and densification of wood sawdust for bioenergy applications. Fuels, 3: 152-175.
- Marreiro, H.M.P., R.S. Peruchi, R.M.B.P. Lopes, S.L.F. Andersen, S.A. Eliziário, P. Rotella Jr., 2021. Empirical studies on biomass briquette production: A literature review. Energies, 14: 8320.
- Huda, Z. and M.H. Ajani, 2015. Evaluation of longitudinal and hoop stresses and a critical study of factor of safety (FoS) in design of a glass-fiber pressure vessel. Int. J. Mater. Metall. Eng., 9: 39-42.
- Korentz, J. and J. Marcinowski, 2016. Effect of mechanical parameters of steel on inelastic buckling of reinforcing bars. Int. J. Struct. Stab. Dyn., 16: 1550028.
- Grimsmo, E.L., A. Aalberg, M. Langseth and A.H. Clausen, 2016. Failure modes of bolt and nut assemblies under tensile loading. J. Constr. Steel Res., 126: 15-25.
- Kim, H.J., G.Q. Lu, I. Naruse, J. Yuan and K. Ohtake, 2001. Modeling on combustion characteristics of biocoalbriquettes. J. Energy Resour. Technol., 123: 27-31.
- Yazdani, M.G. and M.H.H.M. Ali, 2010. Properties of briquette from agricultural waste available in Brunei darussalam and its environmental impact. J. Environ. Sci., 5.
- Bot, B.V., O.T. Sosso, J.G. Tamba, E. Lekane, J. Bikai and M.K. Ndame, 2021. Preparation and characterization of biomass briquettes made from banana peels, sugarcane bagasse, coconut shells and rattan waste. Biomass Convers. Biorefin: 2021.
- Bello, R.S. and M.A. Onilude, 2014. Characterization of conventional cooking stoves in South Eastern Nigeria. Int. Lett. Nat. Sci., 18: 89-99.
- Kim, J., H. Choi, H.M. Rye, K.B. Yoon and D.E. Lee, 2021. A study on the red clay binder stabilized with a polymer aqueous solution. Polymers, 13: 54.
- Adapa, P.K., L.G. Tabil and G.J. Schoenau, 2009. Compression characteristics of selected ground agricultural biomass. Agric. Eng. Int.: CIGR J., 11.
- Karunanithy, C., Y. Wang, K. Muthukumarappan and S. Pugalendhi, 2012. Physiochemical characterization of briquettes made from different feedstocks. Biotechnol. Res. Int., 2012: 165202 .
- de la Cruz, F.B., D.J. Yelle, H.S. Gracz and M.A. Barlaz, 2014. Chemical changes during anaerobic decomposition of hardwood, softwood, and old newsprint under mesophilic and thermophilic conditions. J. Agric. Food Chem., 62: 6362-6374.
- Maharani, R., T. Yutaka, T. Yajima and T. Minoru, 2010. Scrutiny on physical properties of sawdust from tropical commercial wood species: Effects of different mills and sawdust’s particle size. J. For. Res., 7: 20-32.
- Lindley, J.A. and M. Vossoughi, 1989. Physical properties of biomass briquets. Trans. ASAE., 32: 361-366.
- Li, Y. and H. Liu, 2000. High-pressure densification of wood residues to form an upgraded fuel. Biomass Bioenergy, 19: 177-186.
- Sengar, S.H., A.G. Mohod, Y.P. Khandetod, S.S. Patil and A.D. Chendake, 2012. Performance of briquetting machine for briquette fuel. Int. J. Energy Eng., 2: 28-34.
- Davies, R.M. and O.A. Davies, 2013. Effect of briquetting process variables on hygroscopic property of water hyacinth briquettes. J. Renewable Energy, 2013: 429230.
- Kaniapan, S., J. Pasupuleti, K.P. Nesan, H.N. Abubackar and H.A. Umar et al., 2022. A review of the sustainable utilization of rice residues for bioenergy conversion using different valorization techniques, their challenges, and techno-economic assessment. Int. J. Environ. Res. Public Health, 19:3427.
- Bamgboye, A.I. and S.J. Bolufawi, 2009. Physical characteristics of briquettes from guinea corn (sorghum bi-color) residue. CIGR J. 11.
- Singh, R.k., A. Sarkar and J.P. Chakraborty, 2019. Effect of torrefaction on the physicochemical properties of pigeon pea stalk (Cajanus cajan) and estimation of kinetic parameters. Renewable Energy, 138: 805-819.
- Bergström, D., S. Israelsson, M. Öhman, S.A. Dahlqvist, R. Gref, C. Boman and I. Wästerlund, 2008. Effects of raw material particle size distribution on the characteristics of scots pine sawdust fuel pellets. Fuel Process. Technol., 89: 1324-1329.
- Álvarez-Álvarez, P., C. Pizarro, M. Barrio-Anta, A. Cámara-Obregón and J. Bueno et al., 2018. Evaluation of tree species for biomass energy production in Northwest Spain. Forests, 9: 160.
- Paulrud, S., J.E. Mattsson and C. Nilsson, 2002. Particle and handling characteristics of wood fuel powder: Effects of different mills. Fuel Process. Technol., 76: 23-39.
- Zhang, Y. and K. Song, 2018. Thermal and chemical characteristics of torrefied biomass derived from a generated volatile atmosphere. Energy, 165: 235-245.
- Bhatti, B. and A.P.S. Chouhan, 2016. Thermo-gravimetric analysis of wood saw dust for evaluation of kinetics parameter. Indian J. Sci. Technol., 9.
- Bello, R.S., O.A. Olorunnisola and E.T. Omoniyi, 2022. Effect of residence time on characteristics of torrefied sawdust produced from Gmelina arborea (Roxb) wood. Trends Appl. Sci. Res., 17: 168-179.
- Lawal, O.J., T.A. Atanda, S.O. Ayanleye and E.A. Iyiola, 2019. Production of biomass briquettes using coconut husk and male inflorescence of Elaeis guineensis. J. Energy Res. Rev., 3.
- Chin, O.C. and K.M. Siddiqui, 2000. Characteristics of some biomass briquettes prepared under modest die pressure. Biomass Bioenergy, 18: 223-228.
- Kaliyan, N. and R.V. Morey, 2009. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy, 33: 337-359.
- Gwenzi, W., R.S. Ncube and T. Rukuni, 2020. Development, properties and potential applications of high-energy fuel briquettes incorporating coal dust, biowastes and post-consumer plastics. SN Appl. Sci., 2: 1006.
- Falemara, B.C., V.I. Joshua, O.O. Aina and R.D. Nuhu, 2018. Performance evaluation of the physical and combustion properties of briquettes produced from agro-wastes and wood residues. Recycling, 3: 37.
- Guusu, H.I., A.O. Edeoja and J.S. Ibrahim, 2021. Investigation of some properties of bio-coal briquettes produced using beniseed (sesame seed) stalks as biomass. Curr. J. Appl. Sci. Technol., 40: 80-101.
- Jittabut, P., 2015. Physical and thermal properties of briquette fuels from rice straw and sugarcane leaves by mixing molasses. Energy Procedia, 79: 2-9.
- Saeed, A.A.H., N.Y. Harun, M.R. Bilad, M.T. Afzal and A.M. Parvez et al., 2021. Moisture content impact on properties of briquette produced from rice husk waste. Sustainability, 13: 3069.
- Achebe, C.H., A.C. Umeji and J.L. Chukwuneke, 2018. Energy evaluation of various compositions of biomass waste briquettes. Adv. Res., 13.
- Adegoke, O.A., J.A. Fuwape and J.S. Fabiyi, 2014. Combustion properties of some tropical wood species and their pyrolytic products characterization. Energy Power, 4: 54-57.
- Azeez, M.A., J.E. Andrew and B.B. Sithole, 2016. A preliminary investigation of Nigerian Gmelina arborea and Bambusa vulgaris for pulp and paper production. Maderas Cienc. Tecnol., 18: 65-78.
- Onuegbu, T.U., I.M. Ogbu, and C. Ejikeme, 2012. Comparative analyses of densities and calorific values of wood and briquettes samples prepared at moderate pressure and ambient temperature. Int. J. Plant Anim. Environ. Sci., 2: 40-45.
- Dhaundiyal, A., D. Atsu and L. Toth, 2020. Physico-chemical assessment of torrefied Eurasian pinecones. Biotechnol. Biofuels, 13: 199.
- Ahmed, I., M.A. Zia, H. Afzal, S. Ahmed and M. Ahmad et al., 2021. Socio-economic and environmental impacts of biomass valorisation: A strategic drive for sustainable bioeconomy. Sustainability, 13: 4200.
- Agbor, V.B., N. Cicek, R. Sparling, A. Berlin and D.B. Levin, 2011. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv., 29: 675-685.
- Oyelaran, O.A., O. Balogun, A.O. Ambali and J.K. Abidoye, 2017. Characterization of briquette produced from tannery solid waste. J. Mater. Eng. Struct., 4: 79-86.
- Bello, R.S. and M.A. Onilude, 2020. Effects of critical extrusion factors on quality of high-density briquettes produced from sawdust admixture. Mater. Today:. Proc., 38: 949-957.
- Onuegbu, T.U., N.O. Ilochi, I.M. Ogbu, F.O. Obumselu and I. Okafor, 2012. Preparation of environmental friendly bio-coal briquette from groundnut shell and maize cob biomass waste: comparative effects of ignition time and water boiling studies. Curr. Res. Chem., 4: 110-118.
- Bello, R.S., T.A. Adegbulugbe and M.A. Onilude, 2015. Characterization of three conventional cookstoves in South Eastern Nigeria. Agric. Eng. Int. CIGR J., 17: 122-129.
- Sotannde, O.A., A.O. Oluyege and G.B. Abah, 2010. Physical and combustion properties of briquettes from sawdust of Azadirachta indica. J. For. Res., 21: 63-67.
- Olugbade, T., O. Ojo and T. Mohammed, 2019. Influence of binders on combustion properties of biomass briquettes: A recent review. BioEnergy Res., 12: 241-259.
- Nikiema, J., B. Asamoah, M.N.Y.H. Egblewogbe, J. Akomea-Agyin and O.O. Cofie et al., 2022. Impact of material composition and food waste decomposition on characteristics of fuel briquettes. Resour. Conserv. Recyl. Adv., 15: 4200.
How to Cite this paper?
APA-7 Style
Segun,
B.R., Olajide,
O.A., Temidayo,
O.E., Musiliu,
O.A. (2023). Development of a Multiple-Piston Hydraulic Briquetting Press HBP and Characterization of Newsprint Briquettes Produced. Trends in Agricultural Sciences, 2(2), 169-188. https://doi.org/10.17311/tas.2023.169.188
ACS Style
Segun,
B.R.; Olajide,
O.A.; Temidayo,
O.E.; Musiliu,
O.A. Development of a Multiple-Piston Hydraulic Briquetting Press HBP and Characterization of Newsprint Briquettes Produced. Trends Agric. Sci 2023, 2, 169-188. https://doi.org/10.17311/tas.2023.169.188
AMA Style
Segun
BR, Olajide
OA, Temidayo
OE, Musiliu
OA. Development of a Multiple-Piston Hydraulic Briquetting Press HBP and Characterization of Newsprint Briquettes Produced. Trends in Agricultural Sciences. 2023; 2(2): 169-188. https://doi.org/10.17311/tas.2023.169.188
Chicago/Turabian Style
Segun, Bello, Raphael, Olorunnisola Abel Olajide, Omoniyi Emmanuel Temidayo, and Onilude Ademuiwa Musiliu.
2023. "Development of a Multiple-Piston Hydraulic Briquetting Press HBP and Characterization of Newsprint Briquettes Produced" Trends in Agricultural Sciences 2, no. 2: 169-188. https://doi.org/10.17311/tas.2023.169.188

This work is licensed under a Creative Commons Attribution 4.0 International License.