Agrowaste Valorization Through Handmade Papermaking: A Sustainable Alternative Livelihood Approach
-
Espita Palwan
Microbial Technology Laboratory, Department of Microbiology, Tripura University, Suryamaninagar, West Tripura 799022, India
Sampili DebbarmaMicrobial Technology Laboratory, Department of Microbiology, Tripura University, Suryamaninagar, West Tripura 799022, India
Shaon Ray Chaudhuri
Microbial Technology Laboratory, Department of Microbiology, Tripura University, Suryamaninagar, West Tripura 799022, India
| Received 31 Mar, 2025 |
Accepted 19 May, 2025 |
Published 30 Jun, 2025 |
Background and Objective: The growing need for sustainable alternatives to wood-based paper has brought agro-waste into focus as a promising raw material. This study explores the production of handmade paper from agricultural waste, particularly Ramie (Boehmeria nivea) decorticated waste, lemongrass, bamboo leaves, and banana stems. Materials and Methods: Agro-waste fibers were processed using an alkaline pulping method with different concentrations of sodium hydroxide (NaOH) solution, followed by bleaching, neutralization, grinding, and sheet formation. Reinforced papers were created by layering additional Ramie fibers between the sheets. The finished papers were assessed for thickness and grammage (GSM). The chemical oxygen demand (COD) of the effluent generated during handmade paper production was analyzed. An F-test assessed data variability, followed by a T-test to determine significant differences in means at a 95% confidence level. Results: It showed that handmade paper produced from Ramie decorticated waste showed higher GSM compared to other agro-waste fibers. Reinforced Ramie paper displayed a notable improvement in GSM compared to non-reinforced papers. Reinforcement techniques further enhance the quality, making it a sustainable alternative to conventional paper products. The COD of the generated wastewater was reduced from 51951.9+4226.98 ppm (following treatment with 18% NaOH with boiling at 90°C for 90 min) to 32947.85+1731.14 ppm (following treatment with 3% NaOH with boiling at 90°C for 30 min). Conclusion: Hence, the decorticated Ramie waste emerges as a highly suitable material for making eco-friendly handmade papers.
| Copyright © 2025 Palwan et al. This is an open-access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
INTRODUCTION
Paper manufacturing has long been an important industry, producing essential products like books, newspapers, packaging, and writing materials1. The word paper comes from the Latin word "Papyrus" and the French word “Papier”. Paper came in a variety of forms and styles all over the World2. Around 300 million ton of paper are produced daily Worldwide. Demand for paper is increasing with the increasing population growth. China is the leading producer, producing 102,500 kton of paper, followed by the US. The global consumption of paper between 1999 and 2005 increased from 316-351million ton, which is expected to reach 500 million ton by 2025. However, paper production consumes millions of trees daily. Additionally, paper production industries consume over 12% of the industrial sector’s energy. Around 10,000 kWh of electricity, 25 m3 of water, and 2.57 m3 of oil are required for producing 1 metric ton of paper. The huge amount of energy, water, and chemical requirements by the paper industry are responsible for natural resource reduction along with environmental deterioration3.
The paper industry faces challenges such as environmental deforestation, water pollution, and habitat destruction due to the complex production process. The paper industry also faces economic challenges like rising production costs and increased digital media competition, which reduces demand for traditional products. To mitigate these growing demands for sustainable, eco-friendly, and socially responsible products and to address these challenges, the paper industry should adopt sustainable practices, reduce waste, and implement environmentas friendly manufacturing processes. Prioritizing cost-saving measures like renewable energy and water conservation can also improve profitability1. Handmade paper was traditionally made from wood-free raw materials, such as silk, cotton, bagasse, banana fibers, mat grass, kenaf, jute waste, alfalfa stem, Sida rhombifolia stem, and Napier grass3-6. However, handmade papers were replaced by wood pulp-based, machine-made papers after industrialization. Agro-waste-based raw materials have good fiber content and easy pulping capabilities to make quality paper3. Various kinds of cellulosic fibers can be used for paper construction; their origin can be directly from plants or cellulosic waste materials. Cellulose is the basic material for the construction of paper due to its cohesiveness, pliability, tensile strength, and water absorbency2.
On the other hand, agricultural waste management is crucial for environmental sustainability7. A huge amount of agricultural waste is being generated every year, which can be utilized for handmade paper production8. Currently, many research groups are working on handmade paper production with various agro-waste by following chemical and mechanical methods of fiber processing5,9-11. As per the literature, agro-waste like sugarcane bagasse, banana fiber, and rice husk can effectively produce handmade paper12. Hence, this study aimed to evaluate different agro-industrial waste for producing handmade paper, which not only reduces the environmental damage but also can generate alternate livelihood options.
MATERIALS AND METHODS
Study area: The experiment was conducted from September, 2024 to March, 2025 in the Tripura University premises (23.9408°N and 91.9882°E) in India with different agro-industrial waste: Ramie decorticated waste (RDW), Ramie leaves, oil-extracted lemongrass, bamboo leaves, banana stem, and banana flowering sheath. The raw materials were collected from Tripura University, Tripura, India.
Steps involved in handmade paper making
Pulping: About 50 g of agro-waste were treated with 450 mL of NaOH or soda solution and boiled at 90°C for 90 min to break down the fibers.
Bleaching: After cooling, 40 mL of Hydrogen Peroxide (H2O2) was added to brighten the pulp, except for the treatments done with soda.
Neutralization: Excess alkali was removed by washing the pulp with water and treating it with 0.1N Hydrochloric Acid (HCl).
Grinding and additives: The washed pulp was ground into a fine consistency, and 4 g of cornstarch were added to improve fiber bonding.
Sheet formation: The pulp slurry was poured into a deckle mold, evenly distributed, and left to air dry for 12 hrs.
| Table 1: | Parameters taken for time and NaOH concentration optimization | |||
| Plant waste | NaOH concentration (%) | Boiling time (min) |
| RDW | 18 | 90 |
| RDW | 18 | 60 |
| RDW | 18 | 30 |
| RDW | 9 | 90 |
| RDW | 5 | 90 |
| RDW | 3 | 90 |
| RDW | 3 | 30 |
| RDW: Ramie decorticated waste | ||
Reinforcement method: To enhance the strength, Ramie fibers were layered between two sheets of pulp during formation, creating reinforced handmade paper.
Physical properties of handmade paper: The physical properties measured during the study were paper size and grammage, or GSM, which was calculated by dividing the weight of paper (g) by the paper area (m2)13.
Optimization of handmade paper making with different concentrations of NaOH and time of heating: About 50 g of agro-waste (RDW) were pre-incubated for 18 hrs with 450 mL of 3, 5, and 18% NaOH solution and boiled for different periods (30, 60 and 90 min) at 90°C as given in the Table 1. After boiling, it was kept for cooling, followed by the addition of 40 mL of Hydrogen Peroxide (H2O2) to brighten the pulp. Excess alkali was removed by washing the pulp with water and treating it with 0.1N Hydrochloric Acid (HCl). The washed pulp was ground into a fine consistency, and 4 g of cornstarch were added. The pulp slurry was poured into a deckle mold, evenly distributed, and left to air dry for 12 hrs.
COD measurement of the effluent generated during paper processing: For the COD measurement, 3 mL of sample (diluted wastewater from the pulping process) was taken in COD vials, followed by 0.3 mL of solution A [Mercury (II) sulfate] and 2.3 mL of solution B (Sulfuric Acid and Potassium Dichromate) addition and mixed properly. The COD vials were then placed in the COD digester (Spetroquant TR 320) and run for 2 hrs at 148°C. The standard/control solution was prepared by using distilled water, 0.3 mL solution A, and 2.3 mL solution B. After 2 hrs, absorbance was taken at 605 nm in a spectrophotometer (Biobase BK-UV1000). The concentration of COD present in the sample was calculated using the formula14:
Where:
| K | = | 2249.00 | |
| β (interface) | = | 0.0014 |
Statistical analysis: Statistical analysis was done through an F-test to check the variability of the data sets, followed by a T-test to check whether there is any significant difference at a 95% confidence level in the mean values.
RESULTS
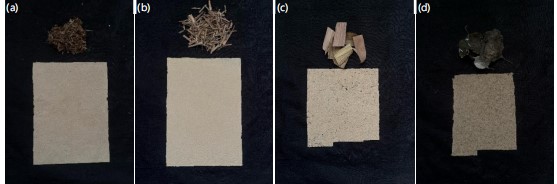
Handmade paper making: Figure 1(a-d) shows the handmade paper produced from different plant-based raw materials alongside their respective sources. Figure 1a presents the Ramie decorticated waste and the handmade paper derived from it. Figure 1b displays oil-extracted lemongrass leaves along with the corresponding paper. Figure 1c illustrates bamboo leaves and the handmade paper made from them. Figure 1d features Ramie leaves and the resulting handmade paper. Each pair highlights the transformation of agricultural or botanical waste into eco-friendly paper products.
|
| Table 2: | Physical properties of handmade papers | |||
| Plant waste | Boiling time (min) | Treatment condition | Paper size (cm) | GSM (g/m2) |
| RDW | 90 | 18% NaOH | 21× 58.7 | 145.56 |
| RDW | 90 | 18% NaOH (pre incubated) | 21×59 | 105.55 |
| RDW | 60 | 18% NaOH (pre incubated) | 21×43.3 | 167.77 |
| RDW | 30 | 18% NaOH (pre incubated) | 21×58 | 64.44 |
| RDW | 90 | 9% NaOH (pre incubated) | 21×29 | 224.44 |
| RDW | 30 | 9% NaOH (pre incubated) | 21×44.5 | 169 |
| RDW | 90 | 5% NaOH (pre incubated) | 21×59 | 184 |
| RDW | 90 | 3% NaOH (pre incubated) | 21×58.9 | 130 |
| RDW | 30 | 3% NaOH (pre incubated) | 21×73 | 267.78 |
| Reinforced RDW | 90 | 18% NaOH | 21×29.7 | 203.33 |
| Ramie leaves | 90 | 18% NaOH | 14.5×18.5 | 186.67 |
| Lemongrass leaves | 90 | 18% NaOH | 21×59.4 | 191.11 |
| Bamboo leaves | 90 | 18% NaOH | 18.7×20.6 | 66.67 |
| RDW (pre composed) | 90 | 18% NaOH | 21×58 | 96.67 |
| RDW | 90 | 18% soda solution | 21×29 | 137.78 |
| Lemongrass leaves | 90 | 18% soda solution | 22×87 | 115.56 |
| Banana flowering sheath | 90 | 18% soda solution | 20×28.9 | 82 |
| Banana stem | 90 | 18% soda solution | 21×28 | 58 |
Physical properties of handmade paper: The basic physical properties of handmade paper samples are shown in Table 2. From 50 g of waste, the length of the papers produced varied from 29 to 73 cm, with a breadth of 21 cm with RDW; length of 59.4 cm and breadth of 21 cm from oil-extracted lemongrass, respectively. Bamboo leaves boiled with 18% NaOH resulted in 20.6 cm long and 18.7cm wide papers. The length and breadth of pre-composed RDW were found to be 58 and 21 cm, respectively.
Time and NaOH concentration optimization: The time optimization for handmade paper making with different concentrations of NaOH showed that pre-incubated RDW with 18% NaOH followed by 90 min of boiling yields 21×59 cm paper, which is higher than the paper size found with 18% NaOH for 60 min (21×43.3 cm) and 30 min (21×58 cm), as shown in Table 2. Hence, treatment with 18% NaOH for 90 min yields the best paper size. To reduce the alkali concentration, which is harmful to the environment, a further treatment with 9% NaOH for 90 min was carried out, and a paper size of about 21×29 cm was formed. The RDW was treated with 5% NaOH for 90 min, which resulted in a good paper size (21×59 cm). Paper making with 3% NaOH was further carried out to reduce the NaOH concentration from 5%. About 3% NaOH treatment for 90 min formed 21×58.9 cm paper, and 3% NaOH treatment for 30 min produced 21×73 cm paper. Hence, the time and NaOH optimization process revealed that 3% NaOH for 30 min yields the maximum paper size, and the GSM of the paper was also found to be the highest among all the treatment conditions. Similar data were obtained when cassava starch was used in place of corn starch.
|
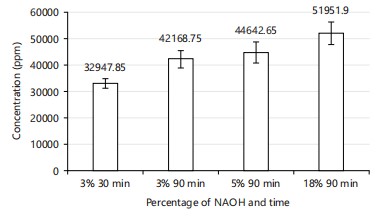
COD measurement of the effluent generated during paper processing: The COD load of the effluent generated during handmade paper making was found to be highest (51951.9±4226.98 ppm) for boiling with 18% NaOH for 90 min, which drastically reduced to 32947.85±1731.14 ppm after being treated with 3% NaOH for 30 min, hence minimizing the environmental damage as shown in Fig. 2.
Production cost estimation of handmade paper: The production costs involved in handmade paper production with 3% NaOH are given below:
| • | 100 g of decorticated waste can be used for making 4 handmade papers (29 cm x 21 cm) | |
| • | 27 g NaOH is required per 100 g waste = INR 13.77 (USD 0.16) | |
| • | 0.0672 mL HCl is required for 100 g waste = INR 0.0442 (USD 0.00052) | |
| • | 80 mL Hydrogen Peroxide per 100 g waste = INR 66.88 (USD 0.78) | |
| • | 8 g corn starch per 100 g waste = INR 2.4 (USD 0.028) | |
| • | Electricity bill = INR 4.81 (USD 0.056) | |
| • | Waste price = INR 2 (USD 0.023) | |
| • | Total cost for 4 papers = INR 89.9 (USD 1.05) | |
| • | Total cost for 1 handmade paper = INR 22.47 (USD 0.26) |
Price reductions through alternative methods are given below:
| • | 162 g baking soda (instead of NaOH) for 100 g waste = INR 2.214 (USD 0.026) | |
| • | 0.0672 ml HCl for 100 g waste = INR 0.0442 (USD 0.00052) | |
| • | 8 g corn starch per 100 g waste = INR 2.4 (USD 0.028) | |
| • | Electricity bill = INR 4.81 (USD 0.056) | |
| • | Waste price = INR 2 (USD 0.023) | |
| • | Total cost for 4 papers = INR 11.47 (USD 0.13) | |
| • | Total cost for 1 handmade paper = INR 2.87 (USD 0.034) |
As per available online information, the price of one similar-sized handmade paper is INR 60 (USD 0.70), leaving a profit of USD 0.44 to 0.67. Hence, through this approach, the makers of the paper could not only abate the environmental pollution but also generate revenue, hence an alternative livelihood option.
DISCUSSION
Statistical analysis revealed that there was a significant difference (with a p-value of 0.001) between RDW and lemongrass leaves made into handmade papers in terms of GSM (boiling with 18% NaOH for 90 min). However, the difference in GSM was found insignificant (with a p-value of 0.347) between Ramie leaves and lemongrass, indicating equally good agro-waste for handmade paper production. The GSM was found to be significantly higher with Ramie leaves as compared to RDW, with a p-value of 0.002. The GSM of RDW and lemongrass leaves was significantly higher as compared to bamboo leaves (p-value of 4.31E-06 and 6.63E-10, respectively) and banana stem (p-value of 6.61E-06 and 7.77E-09, respectively). The result revealed that there was a significant difference between RDW and banana flowering sheath (p-value of 0.0005) made papers in terms of GSM, and the difference between GSM of paper made from lemongrass and banana flowering sheath was also significant (p-value 1.17E-06). The size of the paper was found to be maximum (21×73 cm) with 3% NaOH treatment for 30 min. From this study, it was found that paper can be produced by using RDW, lemongrass waste, bamboo leaves, Ramie leaves, banana stem, and banana flowering sheath through a pulping process in an alkaline solution, either by Sodium Hydroxide or using soda. Literature shows that processing for 30 min with a 10% NaOH solution can effectively produce handmade paper from banana fiber, rice husk, and sugarcane bagasse12. Another study reports that cooking with 8% NaOH for 3 hrs at 100˚C can produce handmade paper from banana fiber10. It was reported that various pulping techniques aimed at improving fiber extraction and efficiency. Mechanical pulping, such as thermo-mechanical pulping (TMP), preserves most of the wood’s original components, producing high-yield pulp but with a tendency to yellow over time. In contrast, chemical pulping methods, including Kraft pulping and sulfite pulping, use chemical treatments to dissolve lignin, resulting in stronger and more durable fibers. Among these, Kraft pulping remains the dominant method due to its high fiber strength and efficiency. Literature shows that using banana stems, pineapple leaves, and corn husks as raw materials, paper can be produced through soda pulping15. In their study, soda pulping was carried out using sodium hydroxide (NaOH), which effectively broke down lignin and facilitated fiber separation. However, soda pulping can also be performed using sodium carbonate (Na2CO3), which is a milder alternative and considered more environmentas friendly. While NaOH-based soda pulping results in higher delignification efficiency, Na2CO3 pulping is often preferred for its reduced chemical impact. Their study demonstrated that NaOH soda pulping successfully produced paper from the three plant materials (banana stem, corn husk, pineapple leaves)16. The COD of wastewater generated during waste fiber processing was tested in this current study, and the result showed that the liquid effluent COD following treatment with 18% NaOH for 90 min boiling time (51951.9±4226.98 ppm) was substantially reduced (32947.85±4226.98 ppm) with treatment using 3% NaOH with 30 min of boiling.
The study primarily focused on small-scale handmade papermaking processes and did not assess long-term durability or large-scale economic feasibility. Future research should explore industrial scalability, lifecycle assessment, and market integration to enhance the sustainability and adoption of agrowaste-based paper products.
CONCLUSION
This study reports the valorization of cellulosic agro-waste for handmade paper production, and the results found that all six different agro-wastes are suitable for papermaking. Utilizing these agro-wastes, which otherwise cause environmental pollution, handmade paper can be produced, thereby minimizing deforestation and pollution. The cost involved in handmade paper produced from different agro-waste was found to be lower than the cost at which they are sold. Hence, this approach of agro-waste valorization can be an alternative livelihood option for the involved community.
SIGNIFICANCE STATEMENT
Paper is a crucial part of daily life. The demand for paper has increased significantly due to population growth. However, paper production is an energy-intensive process and poses significant challenges to the environment, including deforestation, habitat loss, and water pollution. To reduce the environmental impact, the paper industry needs to adopt eco-safe alternatives. Agro-industrial waste management is also very important, as they are often dumped into landfills or burned off, which further causes environmental pollution. The cellulosic agro-waste can be used as a raw material for papermaking instead of cutting down trees. Hence, the need for eco-safe paper production calls for testing different cellulosic agro-industrial waste as raw materials for producing handmade paper.
ACKNOWLEDGMENT
The authors thank Tripura University for the laboratory and the field for collecting the raw materials.
REFERENCES
- Çiçekler, M., A. Özdemir and A. Tutuş, 2022. Characterization of pulp and paper properties produced from okra (Abelmoschus esculentus) stalks. Drvna Industrija, 73: 423-430.
- Jain, P. and C. Gupta, 2021. A sustainable journey of handmade paper from past to present: A review. Probl. Sustainable Dev., 16: 234-244.
- Alam, M., S.Y. Rikta, K.M. Bahauddin, T. Hasnine and A.K. Ibne Kamal, 2018. Production of eco-friendly handmade paper from wastepaper and other local biomass material. Acad. J. Environ. Sci., 6: 147-155.
- Marrakchi, Z., R. Khiari, H. Oueslati, E. Mauret and F. Mhenni, 2011. Pulping and papermaking properties of Tunisian Alfa stems (Stipa tenacissima)-effects of refining process. Ind. Crops Prod., 34: 1572-1582.
- Mejouyo, P.W.H., E.D. Nkemaja, O.R. Beching, N.R.S. Tagne, T. Kana’a and E. Njeugna, 2020. Physical and tensile properties of handmade Sida rhombifolia paper. Int. J. Biomater., 2020.
- Reddy, K.O., C.U. Maheswari, M. Shukla and E. Muzenda, 2014. Preparation, chemical composition, characterization, and properties of Napier grass paper sheets. Sep. Sci. Technol., 49: 1527-1534.
- Obi, F.O., B.O. Ugwuishiwu and J.N. Nwakaire, 2016. Agricultural waste concept, generation, utilization and management. Niger. J. Technol., 35: 957-964.
- Koul, B., M. Yakoob and M.P. Shah, 2022. Agricultural waste management strategies for environmental sustainability. Environ. Res., 206.
- Arafat, K.M.Y., J. Nayeem, A.H. Quadery, M.A. Quaiyyum and M.S. Jahan, 2018. Handmade paper from waste banana fibre. Bangladesh J. Sci. Ind. Res., 53: 83-88.
- Kumar, A., B.P. Singh, R.K. Jain and A.K. Sharma, 2013. Banana fibre (Musa sapientum): A suitable raw material for handmade paper industry via enzymatic refining. Int. J. Eng. Res. Technol., 2: 1338-1350.
- Sottile, F., A. Modica, S. Rosselli, C.A. Catania, G. Cavallaro, G. Lazzara and M. Bruno, 2021. Hand-made paper obtained by green procedure of cladode waste of Opuntia ficus indica (L.) Mill. from Sicily. Nat. Prod. Res., 35: 359-368.
- Rajesh, Y., P. Shivde, G. Daware, V. Mane, V. Mawal and S. Derle, 2024. Synthesis of handmade craft-paper from agricultural waste. Indian J. Chem. Technol., 31: 546-552.
- Aryal, G.M., K.P. Kandel, R.K. Bhattarai, B. Giri and M. Adhikari et al., 2022. Material properties of traditional handmade paper samples fabricated from cellulosic fiber of Lokta bushes. ACS Omega, 7: 32717-32726.
- Gogoi, M., D. Debbarma and S.R. Chaudhuri, 2024. Characterization of target organisms from environmental origin for rapid bioremediation of hexamine. Geomicrobiol. J., 41: 440-450.
- Mboowa, D., 2024. A review of the traditional pulping methods and the recent improvements in the pulping processes. Biomass Convers. Biorefin., 14: 1-12.
- Ng, G.T. and C.K. Ng, 2014. Development of natural bio-plantation waste as pulp for paper making. Adv. Mater. Res., 1043: 209-213.
How to Cite this paper?
APA-7 Style
Palwan,
E., Debbarma,
S., Chaudhuri,
S.R. (2025). Agrowaste Valorization Through Handmade Papermaking: A Sustainable Alternative Livelihood Approach. Trends in Agricultural Sciences, 4(2), 163-169. https://doi.org/10.17311/tas.2025.163.169
ACS Style
Palwan,
E.; Debbarma,
S.; Chaudhuri,
S.R. Agrowaste Valorization Through Handmade Papermaking: A Sustainable Alternative Livelihood Approach. Trends Agric. Sci 2025, 4, 163-169. https://doi.org/10.17311/tas.2025.163.169
AMA Style
Palwan
E, Debbarma
S, Chaudhuri
SR. Agrowaste Valorization Through Handmade Papermaking: A Sustainable Alternative Livelihood Approach. Trends in Agricultural Sciences. 2025; 4(2): 163-169. https://doi.org/10.17311/tas.2025.163.169
Chicago/Turabian Style
Palwan, Espita, Sampili Debbarma, and Shaon Ray Chaudhuri.
2025. "Agrowaste Valorization Through Handmade Papermaking: A Sustainable Alternative Livelihood Approach" Trends in Agricultural Sciences 4, no. 2: 163-169. https://doi.org/10.17311/tas.2025.163.169

This work is licensed under a Creative Commons Attribution 4.0 International License.